pe拖拉管操作流程與施工
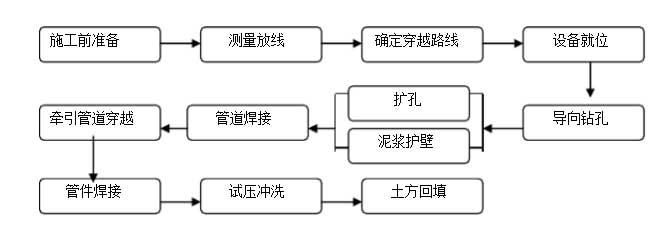
1、施工工藝流程圖
2、施工丈量
2.1 平面控制放線
平面控制及放線,根據現有邊線,經過勘測方提供的控制點引
測本工程的定位點, 為保證施工各階段控制點網, 坐標及高程的精確,首先對施工現場內各控制樁加以維護。 并把各控制點引測至現場外加以維護,以便豎向引測放線。同時要做閉合校核。
施工前經過全站儀沿空中上拉管的中心線每 3 米設置一樁(有障礙物的除外),并沿拉管的中心線撒好白灰線且測出樁高程,算好樁 高程與設計拉管流水面的關系。
2.2 高程控制
高程控制依據勘測方提供的水準點引測施工現場的高程控制點。 依據本工程的實踐狀況, 在現場選擇固定的中央做暫時水準點, 并做好維護。
高程控制采用兩次儀器高程前后視等距測法,堅持精度。為保證設計方向、位置的正確性,控制線的傳送用經緯儀停止引測,保證平面位置的精確。
3、地層勘探公開管線探測及鉆進軌跡的規劃與設計
地層勘探主要理解有關地層和公開水的狀況, 為選擇鉆進辦法和配制鉆液提供根據。 其內容包括: 土層的規范分類、 孔隙度、含水性、透水性以及公開水位、基巖深度和含卵礫石狀況等。
導向孔軌跡設計能否合理對管線施工能否勝利至關重要。 鉆孔軌跡的設計主要是依據工程請求、地層條件、地形特征、公開障礙物的 詳細位置、鉆桿的入出土角度、鉆桿允許的曲率半徑、鉆頭的變向能 力、導向監控才能和被鋪設管線的性能等。
4、鉆液的配置
鉆液的好與壞關于拉管施工的成敗起到了極關鍵的作用。鉆液 具有冷卻鉆頭、光滑鉆具, 更重要的是能夠懸浮和攜帶鉆屑,使混合后的鉆屑成為活動的泥漿順利地排出孔外, 既為回拖管線提供足夠的環形空間, 又可減少回拖管線的重量和阻力。 殘留在孔中的泥漿能夠起到護壁的作用。
本工程按以往施工經歷和對相似地域地質狀況的理解, 配置鉆進液。鉆液由水、膨潤土和聚合物組成。水是鉆液的主要成份,膨潤土 和聚合物通常稱為鉆液添加劑。鉆液的質量越好與鉆屑混合越恰當, 所制造的泥漿的活動性和懸浮性越好, 回擴成孔的效果越理想, 勝利的概率越大。
為改善泥漿性能,有時要參加適量化學處置劑。燒堿(或純堿)
可增粘、增靜切力、調理 PH值,投入燒堿量普通為膨潤土量的 2%。
依據以上理論,本工程的鉆液配合比肯定為:膨潤土 20%,轉液
寶 1%,水 75%,2%膨潤土重量的燒堿。
5、導向鉆進
鉆機就位后, 調整鉆機導向桿到略高于設計管位中心高程的位置,程度鉆入土中。在導向鉆頭中裝置發射器,經過空中接納器,測得鉆 頭的深度、鴨嘴板的面向角、鉆孔頂角、鉆頭溫度和電池情況等參數, 將測得參數與鉆孔軌跡停止比照, 以便及時糾正。 空中接納用具有顯現與發射功用, 將接納到的孔底信息無線傳送至鉆機的接納器并顯現, 操作手依據信號反應支配鉆機按正確的軌跡鉆進。 在導向鉆孔過程中技術人員依據探測器所發回的信號, 判別導向頭位置與鉆進道路圖的偏向,隨時調整。并把調整數值記載在“鉆進位置”相應的表格中。
為了保證導向頭能嚴厲依照操作人員發出的指令行進, 需求在管道線路初步布點后對控制點停止加密加細。距離 3m設中線、高程控制點,用木樁做出明顯標志, 并在樁點四周用混凝土砌出護墩加以維護。控制人員嚴厲依照點位,支配儀器。
依據以往的施工經歷, PE管在孔內拉動的過程中受重力的作用, 會發作管道下沉現象。 因而在本工程中, 導向鉆進的鉆進點選擇在略高于設計管中線的中央。以減低管道自重對高程的影響。
6、擴孔
依據現場地質狀況, 采用刮刀式擴孔器。 擴孔器尺寸為鋪設管徑的 1.2 ~1.5 倍,即 50 ㎝×1.5=75 ㎝。這樣既可以堅持泥漿活動暢
通又能保證管線的平安、順利的拖入孔中。
回拉擴孔鋪管的間隔比擬長, 泥漿作用特別重要, 孔中短少泥漿會形成塌孔等不測事故, 使導向鉆進失去作用并為再次鉆進埋下隱患。思索到地層泥漿較易漏失,泥漿漏失后,孔中短少泥漿,鉆桿及管線 與孔壁間的摩擦力增大, 招致拉力增大。 因而要堅持在整個鉆進過程中有“返漿”,并依據地質狀況的變化及時調整鉆液配比以產生的不 同泥漿。
7、管道焊接(電熔焊接)
(1) 管道接口質量的好壞直接影響到拉管施工的勝利停止, 因而要嚴厲按以下操作步驟執行。
a、電熔銜接機具與電熔管件應正確連通,銜接時,通電加熱的電壓和時間契合電熔銜接機具和電熔管件的規則。
b、電熔銜接冷卻時間,不得挪動銜接件或銜接件上不得施加任何外力。
c、電熔承插銜接管材銜接端應切割垂直,銜接面應清潔潔凈, 并應標明插入深度,刮去外表的氧化層。銜接前,對應銜接件,使其在同一軸線上。
d、干管銜接部位下端應采用支架,并固定吻合。
e、管道銜接時, 施工現場條件允許時, 可在在溝槽上停止焊接。
f 、焊接終了后,檢查觀測孔內物料能否頂起,焊縫處能否有物料擠出。合格的焊口應是 圠唵熔焊過程中,無冒(著)火、過早停機等現象,電熔件的察看孔有物料頂出。
(2)熱熔銜接:
a 、熱熔銜接前、后銜接工具加熱面上的無污物應用干凈棉布擦凈。
b 、熱熔銜接加熱時間和加熱溫度應契合熱熔銜接工具消費廠和管材、管件消費廠的規則。
c、熱熔銜接保壓冷卻時間,不得挪動銜接件或銜接件上不得施加任何外力。
d、管道銜接前,管材固定在機架上,取下銑刀,閉合卡具,對管子的端面停止銑削,當構成連續的切削時,退出卡具,檢查管子兩端的間隙(不得大于 3mm)。電熔銜接面應清潔潔凈,刮初外表皮。
e、熱熔對接銜接,兩管段應各伸出卡具一定的自在長度,校正銜接件,使其在同一軸線上,錯邊不宜大于壁厚的 10%。
f 、加熱板溫度適合( 220± 10℃),當指示燈亮時,需要在等 10
分鐘運用,以使整個加熱板溫度平均。
g、溫度適合的加熱板置于機架上, 閉合卡具, 并設系統的壓力。到達吸熱時間后,疾速翻開卡具,取下加熱板。應防止與熔融的端面 發作碰撞。
h、疾速閉合卡具,并在規則時間內,勻速地將壓力調理到工作壓力,同時按下冷卻時間按鈕。到達冷卻時間后,在按一次冷卻時間按鈕,將壓力降為零,翻開卡具,取下焊好的管子。
i 、卸管前一定要將壓力降至為零,若挪動焊機,應拆下液壓軟管,并做好接頭防塵工作。
j 、合格的焊縫應有兩翻邊,焊道翻卷的管外圓周上,兩翻邊的
外形、大小平均分歧,無氣孔、鼓泡和裂紋,兩翻邊之間的縫隙的根
部不低于所焊管子的外表。
k、管道銜接時, 施工現場條件允許時, 可在在溝槽上停止焊接, 管口應暫時堵封。在大風環境下操作, 采取維護措施或調整施工工藝。
8、拉管
拉力計算 : φ 500PE管重量為 45.76 ㎏/ m。管道傾斜角度為: 10。
經計算 , 所選用拉管機能接受該拉力。
中水管焊縫和管道強度檢驗合格后,即可進入拉管施工。首先用 現場制造的“ PE管封套” 將管頭密封, 然后在管頭后端接上回擴頭,管后接上分動器停止接收,將管子回接到工作井后,卸下回擴頭、分動器、取出剩余鉆桿,堵上封堵頭,停止水壓實驗。
施工時,拉管機操作人員要依據設備數據平均平穩的牽引管道,切不可生拉硬拽。
9、注漿加固
PE 管道拉通后,為了防止空中沉降,需求停止注漿加固。由于受場地條件限制,本次采用孔內注漿的加固措施。
( 1)拉管施工前在 PE 管前端銜接兩根與 PE 管同長度的∮ 25 鋼管,與 PE 管一同拉入土中并一同抵達拉管設計終點樁號。抵達終點后, 解除∮ 25 鋼管與 PE管的銜接,在兩根鋼管前面各加一根 6m長同直
徑的注漿花管。
(2)挪動拉管機到 1#接納坑,和∮ 25 鋼管銜接并回拽。每拽入 6
m,把鋼管和拉管機的銜接取消,換成和高壓注漿泵銜接。注入 1:
1 水泥、粉煤灰漿液( 0.4Mpa),從而置換觸變泥漿,補充 PE管四周的空隙。然后再換再拉,再拉再注,重復停止。直到把鋼管全部拉出
1#接納坑,注漿過程也就全部完畢了。
a、依據實踐狀況每 3-6 米注漿一次,依據計算注漿量一定大于泥漿量,注漿時盡量堅持不要連續。
b、當花鋼管拖入空中時一定要用堵頭堵死,避免漿液從花管前端流出。
- 上一篇:pe管的6大優點 [2023-02-22]
- 下一篇:判斷PE管材焊接質量,只看外觀可不行 [2023-02-10]